Déformation en soudage : maîtrise & correction
La déformation en soudage est un phénomène complexe et inévitable qui peut avoir des conséquences économiques importantes durant la production de composants, d’ensembles et d’ouvrages mécano-soudés. En effet, si elles ne sont ni anticipées ni maîtrisées, ces déformations engendrent des coûts de fabrication qui deviennent très vite trop importants.
Afin d’optimiser la rentabilité de leurs opérations de soudage, les industriels qui utilisent ce procédé de fabrication doivent connaitre et comprendre ces phénomènes ainsi que les moyens de les corriger.
Les phénomènes de déformation en soudage
Les déformations sont des phénomènes physiques qui manifestent de la présence de tensions internes importantes. Ces dernières résultent d’une expansion et d’une contraction non uniformes de la zone soudée lors du cycle de soudage. Autrement dit, c’est la différence de dilatation entre le métal chaud et froid qui provoque un retrait, lequel est également appelé dilatation négative. À noter que ce retrait est proportionnel au coefficient de dilatation du matériau avec lequel le composant est fabriqué. C’est à dire que plus le coefficient est grand, comme c’est le cas pour les aciers austénitiques par exemple, plus le retrait et donc la déformation seront importants.
De nombreux types de déformations existent (longitudinale, angulaire, transversale, torsions …) et tous peuvent se combiner et donc complexifier le phénomène. Les paramètres qui ont une influence sur l’ampleur d’une déformation sont multiples, ils peuvent découler des caractéristiques des composants tout comme des spécificités du procédé de soudage choisi :
- Conception de l’ensemble mécano-soudé
- Propriétés du matériau
- Procédés métallurgiques antérieurs (laminage, formage, pliage…)
- Procédé de soudage utilisé
- Nombre et séquence des soudures
- Symétrie du cordon de soudure
- Degré de bridage
- Préchauffage …

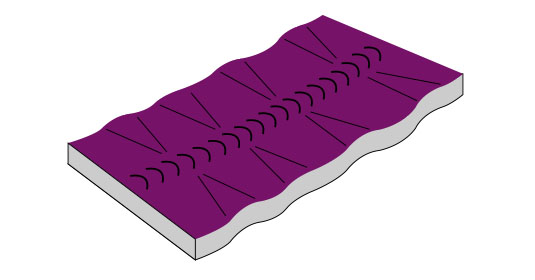
Les effets du retrait longitudinal
Le retrait longitudinal est un raccourcissement de la zone soudée suivant une direction parallèle à celle du cordon de soudure. Il témoigne de la présence de contractions maximales au milieu du joint et minimales à ses extrémités. Il est important de savoir que les contractions du métal d’apport priment sur le reste des contraintes ce qui a pour effet de faire fléchir la construction soudée sur sa longueur. Les effets de cintrage et de flambage sont les manifestations d’un retrait longitudinal. S’ils sont trop importants les risques de fissures deviennent réels.
Effet de Cintrage
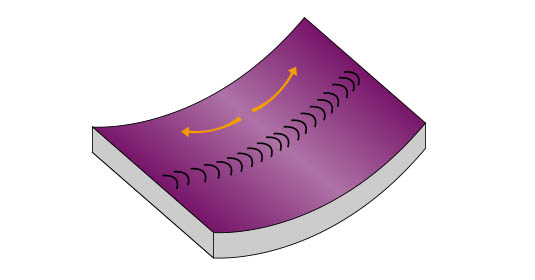
Effet de flambage
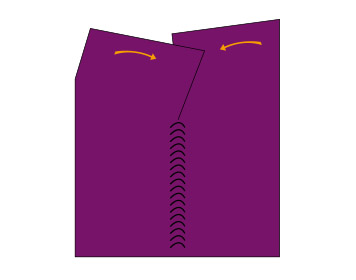
Les effets du retrait transversal
Le retrait transversal est un raccourcissement de la zone soudée suivant une direction perpendiculaire à celle du joint. Il est lié à la largeur du cordon de soudure et non à la longueur des composants à assembler. La façon dont le joint a été soudé (forme, nombre de passes, …) est donc à considérer puisque c’est elle qui déterminera l’ampleur des déformations angulaires ainsi que celles des effets de pliage et de serrage.
Déformation angulaire
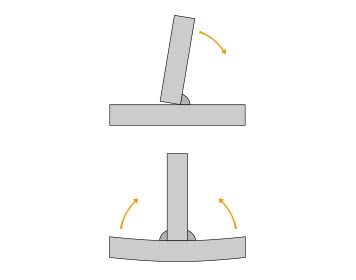
Effet de pliage
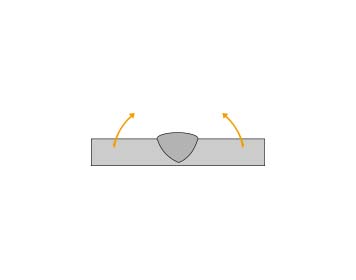
Effet de serrage
Limitation des phénomènes de déformation
La limitation des phénomènes de déformations passe par une réduction des tensions internes dans l’ensemble mécano-soudés. Pour y parvenir, il existe plusieurs principes à mémoriser et à appliquer pour toutes opérations de soudage :
- Adopter des joints avec un minimum de soudure (ex: Chanfrein en X)
- Eviter de renforcer les cordons car cela augmente la rigidité des joints et donc les tensions internes : risque de rupture
- Adapter la préparation, le matériel, les réglages et le positionnement pour limiter les tensions et l’échauffement du joint
- Choisir une technologie d’accostage appropriée
- Créer des zones élastiques qui permettront le libre retrait après soudage
- Réaliser des déformations préalables, opposées à celle(s) prévue(s)
- Adapter le pointage aux procédés utilisés
- Adapter les systèmes de montage et d’accroche aux géométries
Correction de déformation en soudage
La correction des déformations après soudage est complexe, elle nécessite d’avoir un personnel qualifié et formé aux différentes techniques de correction. Les trois principales techniques sont :
- Le redressage par chaudes de retrait
- Le martelage des soudures
- Le redressage à froid
Maîtrisez et corrigez les déformations qui nuisent à l’intégrité de vos ensembles mécano-soudés grâce aux conseils de nos experts et à nos formations sur le sujet.
– OU –
Formation → Maîtrise de déformation en soudage
Formation → Redressage via chaudes de retrait







