Les alliages d’aluminium nanostructurés
Introduction
Les alliages nanostructurés présentent une structure à l’échelle nanométrique, c’est-à-dire une taille de grain inférieure à 1 μm, généralement de l’ordre de 100 à 500 nm pour les alliages d’aluminium. Pour comparaison, la taille de grain classique sur les alliages corroyés est de l’ordre de 10 à 100 μm.
En comparaison aux alliages d’aluminium obtenus par des procédés « classiques », ces alliages présentent des caractéristiques mécaniques améliorées, une dureté plus élevée qui permet une meilleure résistance à l’abrasion, leur fine microstructure permet l’obtention d’un très bon aspect de surface après polissage et leur conductivité thermique est améliorée.
Procédés d’obtention
Les procédés d’obtention par dépôt
- La condensation sous gaz inerte : le métal évaporé dans un récipient rempli d’un gaz inerte se condense sous forme de fines particules, qui sont ensuite agglomérées et compactées.
- La réalisation de dépôts électrolytiques.
Les procédés requérant une déformation plastique intense ou SPD (Severe Plastic Deformation)
Le but est d’appliquer un taux de déformation supérieur à 100 {1373dd200fcdbed67d8e7356551073913182d4223b749bcd5dd91b30da878661} sur le matériau en évitant que les dimensions macroscopiques des pièces ne soient affectées.
Les procédés les plus utilisés sont :
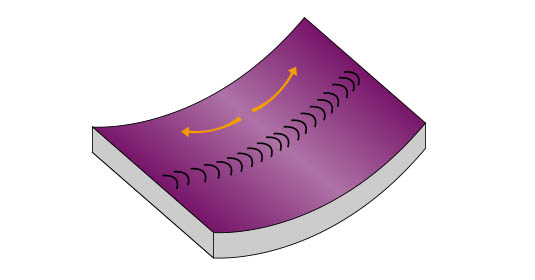
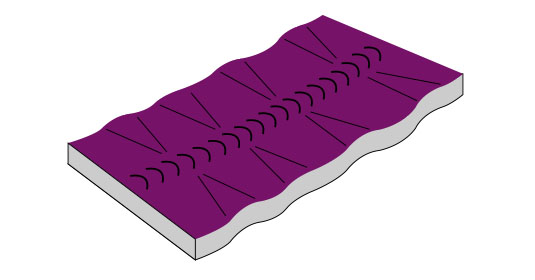
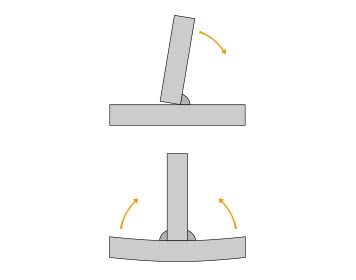
- L’ECAP (Equal Channel Angular Pressing), qui est un procédé dérivé du filage.
- Le HPT (High Pressure Torsion) : Le procédé consiste à placer un échantillon sous forme de disque entre deux enclumes. Une pression de 1 à 10 GPa et une torsion sont appliquées sur l’échantillon. Des taux de déformation très élevés peuvent être appliqués (typiquement 105 {1373dd200fcdbed67d8e7356551073913182d4223b749bcd5dd91b30da878661}), mais le cisaillement n’est pas homogène dans tout l’échantillon et il n’est pas possible de produire des pièces massives.
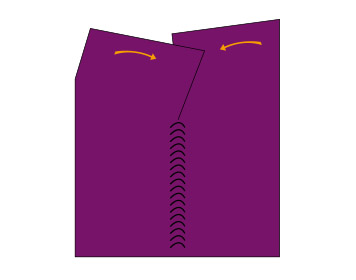
Schémas des procédés ECAP (à gauche) et HPT (à droite)


Les autres procédés de SPD sont l’ACD (Accumulative Cold Drawing) dérivé du tréfilage, L’ARB (Accumulative Roll Bonding), le CCB (Continuous Cyclic Bending) et le CGP (Constrained Groove Pressing) qui sont des procédés dérivés du laminage et la trituration.
Les procédés basés sur un refroidissement rapide du matériau ou RSP (Rapid Solidification Process)
Les vitesses de refroidissement sont généralement supérieures ou égales à 106 °C/s.
- L’atomisation : les procédés d’atomisation sous gaz/eau sont les plus courants et permettent l’obtention de particules de poudre de dimension micrométrique.
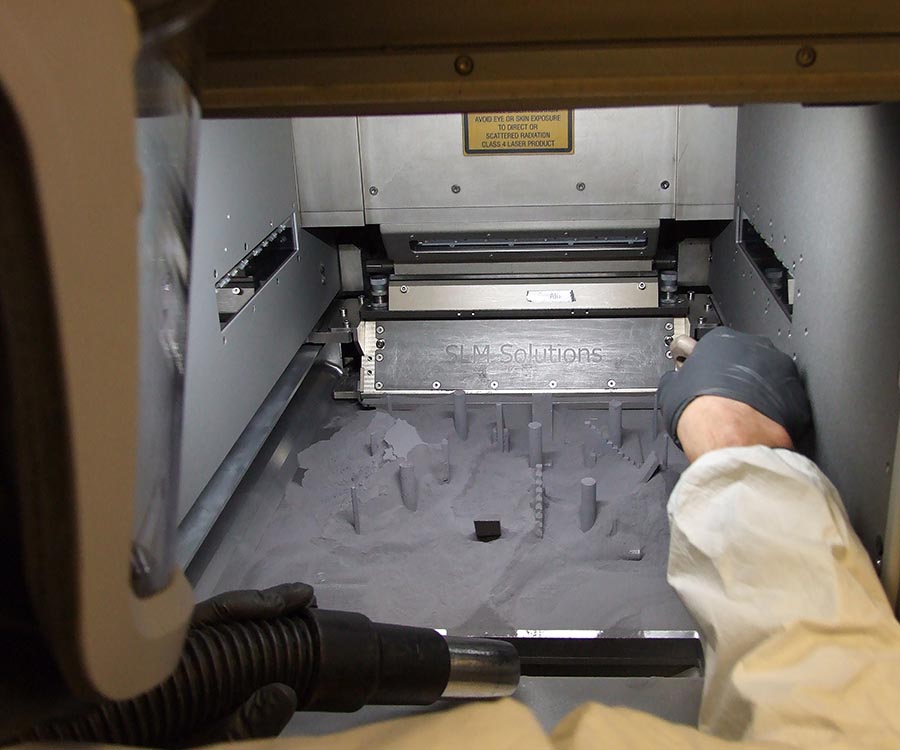
- La fusion laser sur lit de poudre permet également d’obtenir des alliages nanostructurés sur des alliages à composition chimique particulière, tel que le Scalmalloy.
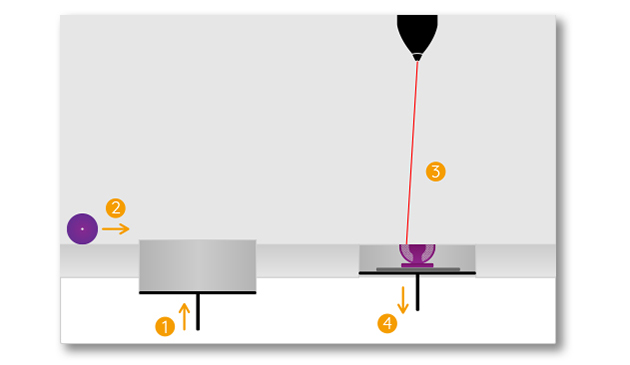
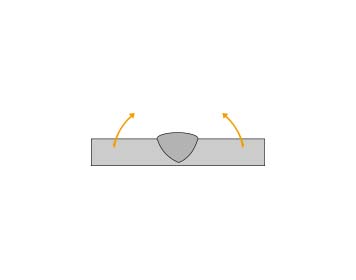
- Le « Melt-spinning » : un filet vertical d’aluminium en fusion est versé sur une roue en cuivre tournant à une vitesse élevée. L’aluminium refroidit de manière quasi-instantanée formant ainsi un ruban continu. Le ruban ainsi créé est découpé en flocons qui sont ensuite compactés en profilés et barres.
Schéma du procédé de melt spinning

Mécanismes de durcissement des grains et microstructure
La fine taille des grains au sein des matériaux nanostructurés engendre une densité de joins de grains élevée. Ainsi lorsque le matériau est sollicité mécaniquement, le déplacement des dislocations est d’autant plus gêné et de ce fait, les valeurs de résistance mécanique, limite élastique et dureté sont d’autant plus importantes. La ductilité des alliages d’aluminium nanostructurés est faible de par la difficulté de mouvement des dislocations, ce qui engendre de faibles valeurs d’allongement à la rupture. La fine structure du matériau modifie également les caractéristiques mécaniques dynamiques du matériau en augmentant la résistance à l’amorçage mais en dégradant la résistance à la propagation des fissures.
Les procédés RSP permettent d’obtenir une nano-structuration par l’introduction de multiples dislocations au sein des grains. Celles-ci s’organisent sous forme de cellules faiblement désorientées et au fur et à mesure que la déformation augmente, leur désorientation s’accroit, si bien que leurs parois s’apparentent à des joins de grains.
Dans le cas du procédé « melt-spinning » la solidification rapide de l’alliage augmente la solubilité des éléments d’alliage dans la matrice d’aluminium ce qui engendre une microstructure fine et homogène.
Clichés réalisés au microscope électronique à balayage de la microstructure d’un alliage d’aluminium fabriqué par RSP (à gauche) par fonderie (à droite)

Les alliages disponibles et l’approvisionnement
RSP Technology utilise le procédé de « melt-spinning » et peut approvisionner sous forme de rubans, flocons, billettes, bloom, profilés, et à la demande sous forme de bruts de forge et de pièces usinées. Certains alliages tels que l’AlSi40 et l’AlSi50 ne peuvent être obtenus que par ce procédé.
La plupart des alliages d’aluminium existants peuvent être mis en œuvre par les procédés de SPD. La production d’alliages d’aluminium nanostructurés sous forme de tôles et billettes semble la plus prometteuse pour des applications industrielles, malgré le coût de production élevé.
Caractéristiques physiques et mécaniques des alliages d’aluminium fabriqués par Melt-spinning, commercialisés par la société RSP Technology :

Propriétés mécaniques obtenues pour quelques alliages mis en oeuvre par HPT, ECAP et ARB et par des procédés de mise en oeuvre classiques :
| Matériau | Traitement | Rm (MPa) | Rp0,2 (MPa) | A{1373dd200fcdbed67d8e7356551073913182d4223b749bcd5dd91b30da878661} ({1373dd200fcdbed67d8e7356551073913182d4223b749bcd5dd91b30da878661}) |
| Al 1100 | ARB (10 cycles) | 330 | 290 | 4,8 |
| H12 | 110 | 105 | 12 | |
| Al 6060 | HPT | 525 | 5 | |
| T6 | 250 | 8 | ||
| Al 6061 | HPT | 690 ± 28 | 660 ± 21 | 5,5 ± 0,3 |
| T6 | 365 ± 16 | 276 ± 14 | 14,0 ± 1,0 | |
| Al 6063 | ECAP à 100°C | 264 | 13 | |
| T6 | 200 | 14 | ||
| Al 7075 | HPT | 1010 | 978 | 9,0 |
| ECAP | 720 | 650 | 8,4 | |
| T6 | 572 | 503 | 11 |
Domaines d’applications principaux et réalisations
- Course automobile et R&D pour l’industrie automobile : les alliages chargés en silicium présentent un intérêt pour la réalisation de pistons et de divers éléments moteur, et permettent de fonctionner à des températures élevées. Les alliages à hautes caractéristiques mécaniques à température ambiante peuvent être utilisés comme agrafes et pièces de châssis.
- Composants optiques et moules : la finesse de la microstructure permet d’obtenir un meilleur état de surface qu’un alliage d’aluminium obtenu par un procédé « classique ».
- Aéronautique et défense, industrie du sport et médical : les intérêts de ces alliages sont leur bonnes caractéristiques mécaniques et leur faible densité. Typiquement, Airbus et RSP Technology ont investigué la fabrication de profilés en Scalmalloy pour les raisons précédentes, pour des applications de fabrication de raidisseurs.
- Electronique : une application développée par Honeywell Electronic Materials concerne la fabrication de cibles par procédé ECAP pour pulvérisation cathodique.
Conclusion
Malgré tous les avantages des alliages d’aluminium nanostructurés, il est nécessaire de mieux comprendre la relation entre les mécanismes de durcissement et la microstructure pour trouver un bon compromis entre leurs caractéristiques mécaniques et leur ductilité, qui reste un point faible, pour tirer parti au mieux de leur potentiel.
A l’heure actuelle, peu d’entreprises mettent en œuvre ce type d’alliages de manière industrielle et la production reste cantonnée à de faibles volumes, avec un certain nombre d’étapes intermédiaires et des coûts de production élevés. L’approvisionnement de ces matériaux est donc difficile et ceux-ci sont actuellement dédiés à des utilisations de niche pour des applications de haute technologie, à forte valeur ajoutée.
Voici un lien vers la note de veille Cetim où vous pourrez trouver des informations plus complètes :
France Luxury Shirt renforce sa compétitivité face à la concurrence internationale Les propriétés de l’alliage AlSi7Mg0,6 en fusion laser sur lit de poudre (LPBF) enfin expliquées ! La contribution du soudage à la sauvegarde du patrimoine MELD : une technologie de Fabrication additive nouvelle 5 jours d’accompagnement gratuits avec Perform’Industrie
































{kind=link}