Paroles d’Experts : MELD, un procédé de fabrication additive par friction malaxage
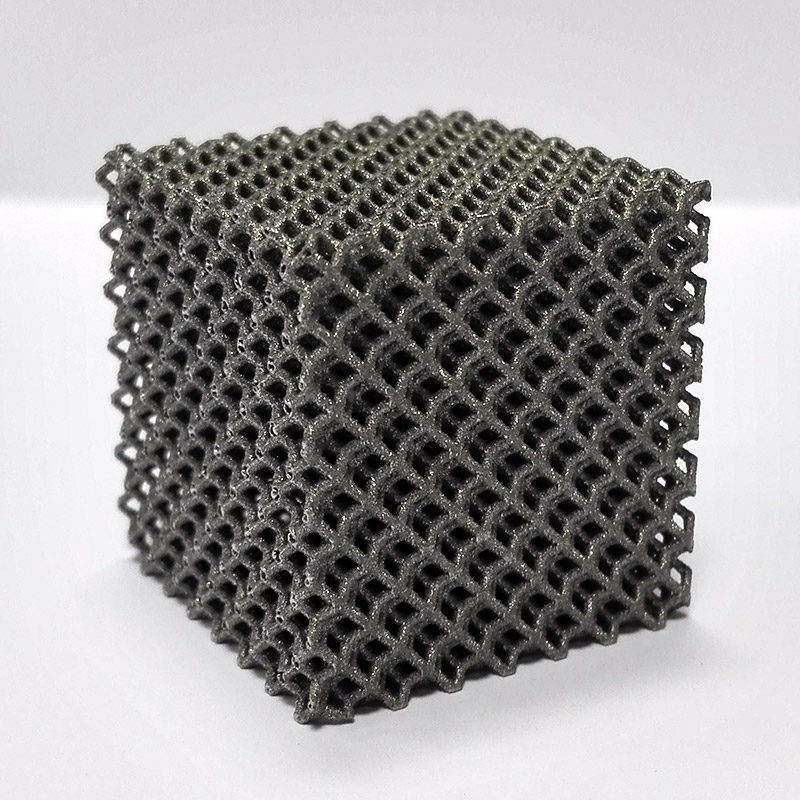
Dans la 2e vidéo 📽️ de la série « Paroles d’experts », disponible sur la chaîne Youtube du Cetim, Pierre Auguste, ingénieur au Cetim Centre-Val de Loire revient en 3 minutes sur le MELD, nouveau procédé de Fabrication additive par friction malaxage particulièrement adapté aux pièces de grandes dimensions.
Qu’est-ce que le procédé de fabrication additive métallique MELD ? Comment fonctionne-t-il ? Quels sont les avantages de cette technologie encore au stade de l’industrialisation ? Quelles sont ses limites et les pistes exploitées pour proposer un procédé stable et reproductible ?
Pierre Auguste, répond à toutes ces questions dans le détail dans cette vidéo : Parole d’Experts : MELD, un procédé de fabrication additive par friction malaxage.








 Réunion d’échanges pour le futur projet de plateforme de fabrication additive 2018/2020
Réunion d’échanges pour le futur projet de plateforme de fabrication additive 2018/2020